

产品别名 |
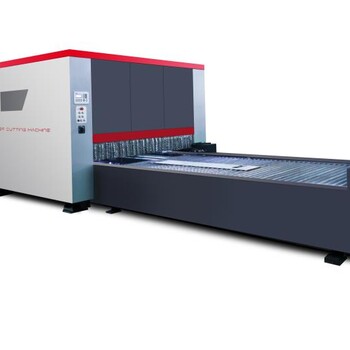
激光切割机 |
面向地区 |
全国 |
切缝时的工艺参数(切割速度,激光器功率,气体压力等)及运动轨迹均由数控系统控制,割缝处的熔渣被一定压力的辅助气体吹除。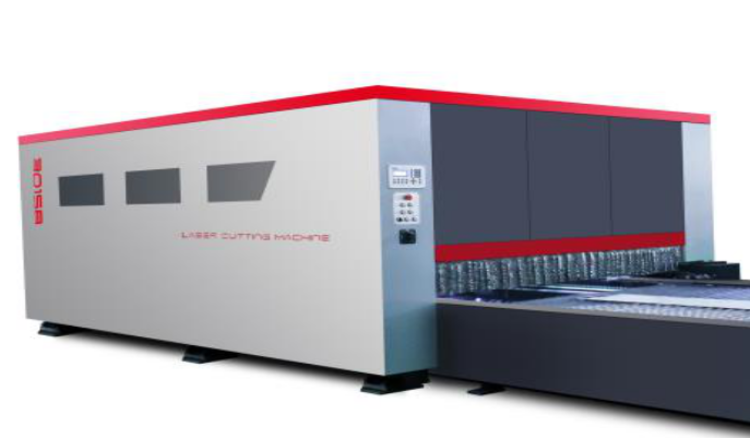
该加工不能用于,像木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。在激光气化切割中,优光束聚焦取决于材料厚度和光束质量。激光功率和气化热对优焦点位置只有一定的影响。在板材厚度一定的情况下,大切割速度反比于材料的气化温度。所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。在板材厚度一定的情况下,假设有足够的激光功率,大切割速度受到气体射流速度的限制。
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
最近来访记录








