产品别名 |
数控折弯机 |
面向地区 |
全国 |
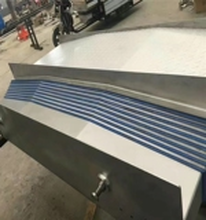
折弯机是利用所配备的模具(通用或模具)将冷态下的金属板材折弯成各种几何截面形状的工件,折弯机一般采用折弯机数控系统,折弯机的坐标轴已由单轴发展到12轴,可由数控系统自动实现滑块运行深度控制、滑块左右倾斜调节、后挡料器前后调节、左右调节、压力吨位调节及滑块趋近工作速度调节等等。可使折弯机方便地实现滑块向下、点动、连续、保压、返程和中途停止等动作,一次上料完成相同角度或不同角度的多弯头折弯。
启动前须认真检查电机、开关、线路和接地是否正常和牢固,检查设备各操纵部位、按钮是滞在正确位置。检查上下模的重合度和坚固性;检查各定位装置是否符合被加工的要求。
滑块部分:采用液压传动,滑块部分由滑块、油缸及机械挡块微调结构组成。左右油缸固定在机架上,通过液压使活塞(杆)带动滑块上下运动,机械挡块由数控系统控制调节数值。
在上滑板和各定位轴均未在原点的状态时,运行回原点程序。设备启动后空运转1—2分钟,上滑板满行程运动2—3次,如发现有不正常声音或有故障时应立即停车,将故障排除,一切正常后方可工作。
仔细考虑材料牌号以及大加工厚度和长度。如果大部分工作是厚度16 gauge、大长度10英尺的低碳钢,那么自由弯曲力不必大于50吨。不过,若是从事大量的有底凹模成形,也许应该考虑一台150吨位的机床。假定厚的材料是1/4英寸,10英尺自由弯曲需要165吨,而有底凹模弯曲(校正弯曲)至少需要600吨。如果大部分工件是5英尺或更短一些,吨数差不多减半,从而大大降低购置成本。零件长度对确定新机器的规格是相当重要的。在相同的载荷下,10英尺机工作台和滑块出现的挠变是5英尺机的4倍。这就是说,较短的机器需要较少的垫片调整,就能生产出合格的零件。减少垫片调整又缩短了准备时间。材料牌号也是一个关键因素。与低碳钢相比,不锈钢需要的载荷通常增加50%左右,而大多数牌号的软铝减少50%左右。您随时可以从折弯机厂商那里得到机器的吨数表,该表显示在不同厚度、不同材料下每英尺长度所需要的吨数估算。
是接通电源,在控制面板上打开开关,再启动油泵,这样你就听到油泵的转动声音了,但此时机器不执行动作。行程调节,使用要注意调节行程,在折弯定要测试。上模下行至底部时有一个板厚的间隙,否则会对模具机器造成损坏,行程的调节也是有电动快速调整。折弯槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。后挡料调整一般都有电动快速调整和手动微调,方法同剪板机。踩下脚踏开关开始折弯,数控折弯机模具与剪板机不同,可以随时松开,松开脚便停下,在踩继续下行
最近来访记录